




















.jpg?la=ja-JP&h=310&w=720&hash=C86C5A17460054039C11F6E9C68BD38B)
.jpg?la=ja-JP&h=320&w=719&hash=537C5E235CEF75822932C433A19099AD)


電源開発EAGLE プラント
石炭ガス化複合発電実証プロジェクトに冷却ソリューションを提供
当社冷却装置が2台導入されているCO2分離回収設備(物理吸収法)の外観。高さは約50m

石炭ガス化複合発電実証プロジェクトに冷却ソリューションを提供
電源開発Eagleプラント

石炭ガス化複合発電実証プロジェクトに冷却ソリューションを提供
左から電源開発株式会社 舟山氏、中村氏、木村氏、千代田化工建設株式会社 鍛冶氏

石炭ガス化複合発電実証プロジェクトに冷却ソリューションを提供
当社、冷却装置の一部であるSABROE製圧縮機

石炭ガス化複合発電実証プロジェクトに冷却ソリューションを提供
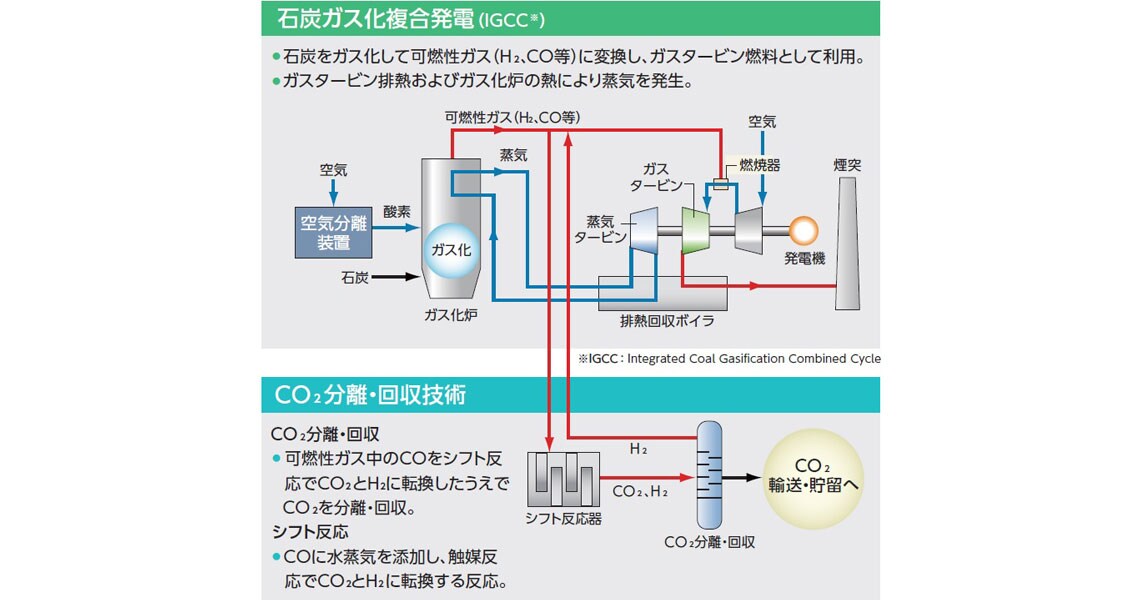
実証試験システム(酸素吹石炭ガス化複合発電方式)の概要。当社はCO2の分離、回収技術で貢献
ソリューション Johnson Controls solutions
成果 Results
「CO2分離回収時の消費電力を最小化するために 高効率な冷却システムは重要なファクターです」
電源開発株式会社 若松研究所
石炭ガス化研究グループ 課長 中村 郷平氏
革新的な次世代火力発電の新技術で地球温暖化の原因であるCO₂ を削減
日本では、発電の約3 割は石炭による火力発電に頼っていると言われていますが、石炭は発電量あたりのCO₂ 排出量が多く、環境保全のため排出量を抑える技術開発が進められてきました。そこで注目を集めるのが、2002 年に電源開発株式会社(以下、J-POWER)が若松研究所において独立行政法人新エネルギー・産業技術総合開発機構(NEDO)との共同研究事業としてスタートさせた、多目的石炭ガス製造技術の開発「EAGLEプロジェクト」です。
J-POWER 舟山八三郎氏は、「石炭は石油や天然ガスなどと比べると埋蔵量が豊富なので安定供給が見込め、価格も比較的安価です。震災後は特に注目を集めており、今後も重要なエネルギー資源になるでしょう」と、石炭エネルギーの重要性を語ります。
EAGLEプロジェクトでは、石炭の高効率な利用とCO₂ の排出量ゼロを目指し、3つのステップを通じてさまざまな技術が検証されています。まずステップ1では、酸素吹石炭ガス化技術にて石炭をガス化し、発電効率を向上させ、単位発電量あたりのCO₂排出量を低減させます。その後、ステップ2、3で、発電システムからCO₂を効率的に分離回収する試験が行われます。このCO₂分離回収にEAGLEプロジェクトでは世界で初となる「化学吸収法」と「物理吸収法」という2方式の回収設備を併設しました。
当社は、このプロジェクトにおいて「物理吸収法」の技術に関与しており、物理吸収法によるCO₂分離回収設備のEPC(設計・調達・建設)業務を受注した千代田化工建設株式会社からの請負業務として、『SABROE 製圧縮機』を搭載した冷却装置を2台納入させていただきました。J-POWER の木村和紀氏が、「石炭ガス化プロセスからの物理吸収法を用いたCO₂ 分離回収試験は国内初の試みで、“革新的CO₂ 回収型石炭ガス化技術開発”として2010 年度からスタートしました」と語るように、当社にとってもまったく新しい挑戦でした。
タイトな納期やレベルの高い仕様条件も高い技術力と迅速な対応でカバー
「排出されたCO₂を物理吸収法で分離回収するためには、ある一定の温度にした吸収液にCO₂を吸収させます。この吸収液を吸収に適した温度にするための冷却装置が必要でした」と、プロジェクトに携わった千代田化工建設株式会社の鍛冶尚弘氏は言います。続けて、「設備の納入まで1年を切る短納期のうえに、ライセンサーの基本仕様や日本の各種規制に準拠した、互換性のある冷却装置を設計しなくてはならないなか、できると言ってくれたのはジョンソンコントロールズさんだけでした」とのお言葉をいただきました。
当社は高い技術力を駆使して装置の冷却温度に変動幅を持たせ、より多くの実証データが取れるような仕様を求められました。また、プラントは海沿いにある若松研究所の屋外に設置されるため、耐重塩害仕様であることはもちろん素材や塗装内容を強化し、万全な腐食防止対策が必要でした。そして2012年春、試運転が開始しました。
「試運転時は技術者の方を派遣してもらい、つきっきりで設備を見てもらいました。また、納入後もさまざまな運転条件に対応するため改良の依頼をすることがありましたが、いつも迅速に対応していただいていると感じます」と、鍛冶氏。
EAGLEプロジェクトの今後の展望と石炭火力発電技術のこれから
「EAGLEプロジェクトで培ってきた研究開発技術の成果は、2013年3月から建設工事がスタートした石炭ガス化およびCO₂分離回収技術の商用化に向けた大型実証試験“大崎クールジェン・プロジェクト”(広島市に建設)に活用されます。この新プロジェクトを進めるため、中国電力さんと当社の共同出資で設立した“大崎クールジェン株式会社”という会社が、プラントの建設・運営を行います」と、J-POWERの舟山氏はEAGLEプロジェクトの展望を話してくださいました。 J-POWERの中村郷平氏からは、「物理吸収設備で使う冷却システムは、CO₂を分離回収するためにかなりの電力量を使っています。ですから、今以上に性能やコストパフォーマンスに優れ、かつ低い電力量でCO₂削減に貢献できるような冷却装置の開発を期待したいです」と今後の課題をいただきました。
さらに、鍛冶氏も中村氏と同様に、「冷却装置は、負荷が変動する中でも一定の性能を出していかなければなりません。さらに、物理吸収は、要するエネルギーを最小化し、発電所全体の効率を高く保つことが勝負どころになります。今よりももっと効率よく性能を出せる冷却装置が出てくるといいですね」と、当社へ期待を寄せられました。